 跳至内容
跳至内容 

Pre-Bending Preparation
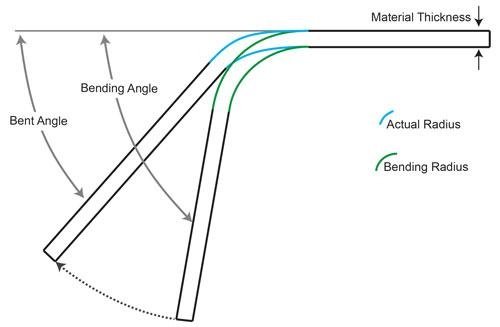
Before bending sheet metal, preparation is essential. This involves choosing the right material thickness, determining bend radius, and checking grain direction. Proper setup minimizes defects during the bending of sheet metal.
Bending Operation
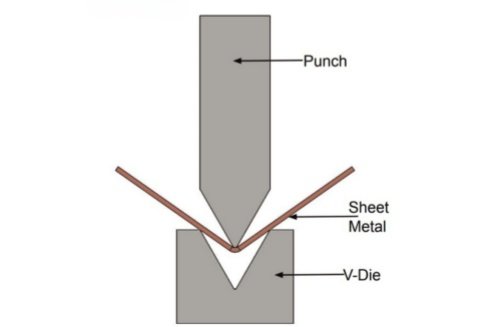
The actual bending operation involves applying force to bend the metal sheet material into the desired angle. Depending on the process, operators may bend bent forms through press brakes, folding or rollers. Choosing the correct technique ensures precision and repeatability.

After-Bending Treatment
After bending sheet metal, treatments such as deburring, stress relieving, and surface finishing improve strength and appearance. For bending aluminum sheet metal, post-treatment may include anodizing to enhance corrosion resistance.







Cold Rolled Steel
Good formability, stable springback, and economical. Often allows small inside radii and crisp flanges for brackets, frames, and hardware where parts be bound with spot welds or fasteners.

Stainless Steel
Higher strength and work hardening mean more springback and higher tonnage. Use polished tools, larger radii, and protective films to preserve appearance when you bend metal sheet stainless.

Aluminum
Lightweight and corrosion resistant. 5052-H32 bends well; 6061-T6 needs larger radii or temper changes for tight bends. Excellent for bending aluminum sheet metal in aerospace and electronics.

Copper and Brass
Soft, conductive, and decorative—ideal for busbars, faceplates, and trims. Control tool marks and use larger radii to maintain surface quality on polished finishes.