 跳至内容
跳至内容 


MIG Welding
MIG weld is a semi-automatic or automatic process where a continuous wire electrode is fed through a welding gun, while a shielding gas (mig argon) protects the weld area from contamination.

TIG Welding
Tig weld, or Gas Tungsten Arc Welding (GTAW), utilizes a non-consumable tungsten electrode to produce the weld. Filler metal is added manually, and an inert gas (tig argon) shields the weld.

Submerged Arc Welding
SAW involves a continuously fed consumable electrode and a blanket of granular flux. This flux covers the arc zone, preventing sparks and spatter while increasing weld quality and penetration.


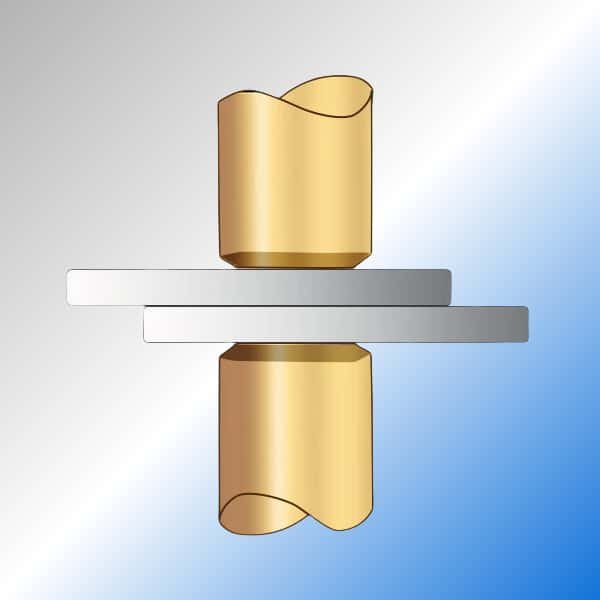
Spot Welding
Spot welding involves assembling workpieces into an overlapping joint, clamping them between two columnar electrodes, and using resistance heat to melt the base metal, forming a nugget weld.
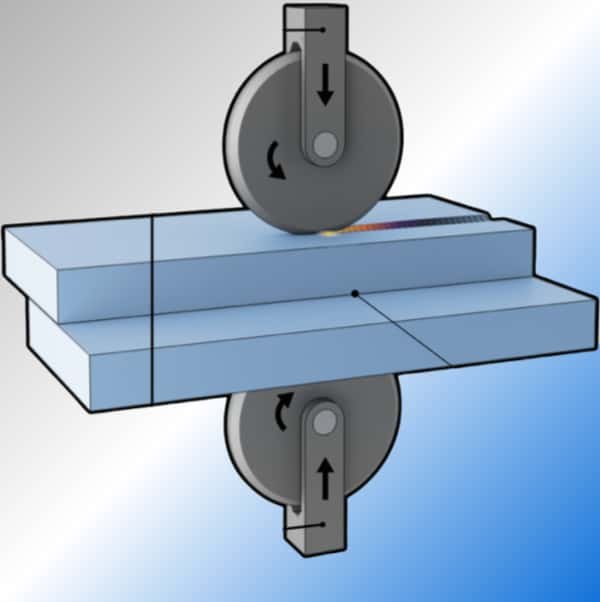
Seam Welding
Seam welding is similar to spot welding in that both use resistance heat to melt the base metal. The difference is that seam welding uses rolling electrodes. During the welding process, the electrodes roll while applying pressure and electricity, causing the workpiece to form a continuous weld.
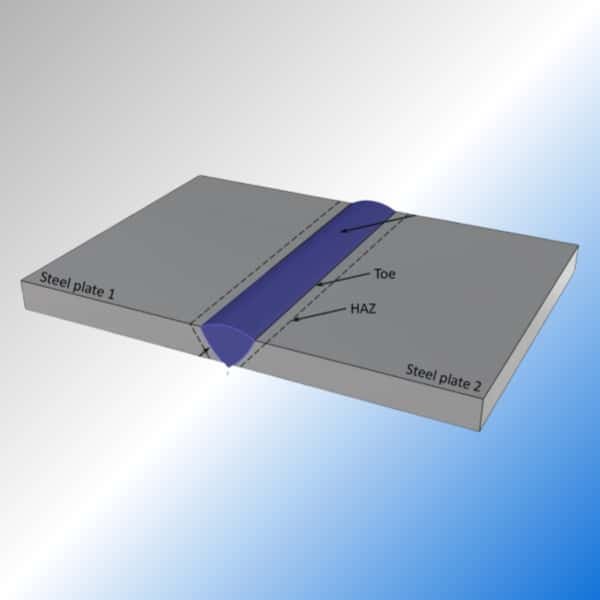
Butt Welding
Butt welding involves placing the ends of two workpieces opposite each other, using resistance heat to heat the ends to a plastic state, and then quickly applying axial pressure to fuse the ends of the two workpieces together.

Spot Welding Process

Seam Welding Process
Butt Welding Process
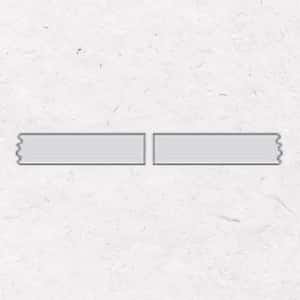
Butt Joint
A connection between the ends or edges of two parts making an angle to one another of 135-180° inclusive in the region of the joint.
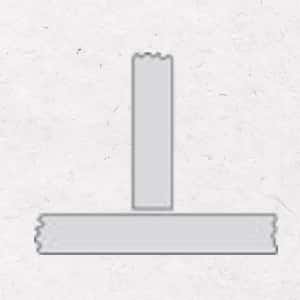
T Joint
A connection between one part's end/edge and another's face, with the parts angled >5° to ≤90° at the joint.
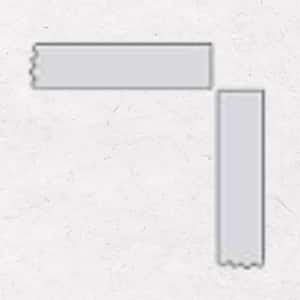
Corner Joint
A connection between the ends or edges of two parts making an angle to one another of angled 30°< angle<135° at the joint.
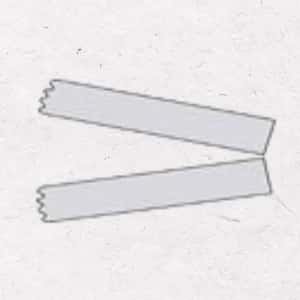
Edge Joint
A connection between the edges of two parts making an angle to one another of 0 to 30° inclusive in the region of the joint.
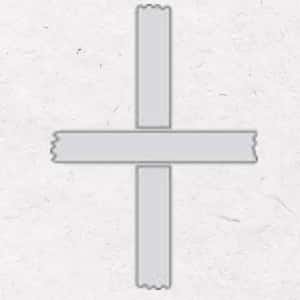
Cruciform Joint
A connection in which two flat plates or two bars are welded to another flat plate at right angles and on the same axis.
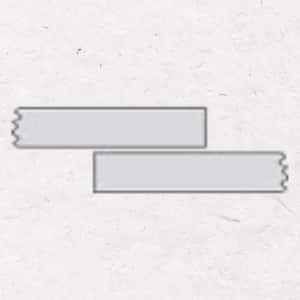
Lap Joint
A connection between two overlapping parts making an angle to one another of 0-5° inclusive in the region of the weld or welds.







